一、顺序动作回路
在
剪板机多缸液压系统中,往往需要按照一定要求的顺序动作。例如,自动车床中刀架的纵横动、夹紧机构的定位和夹紧等。
顺序动作回路按其控制方式不同,分为压力控制、行程控制和时间控制三类,其中前两得较多。
(1)用压力控制的顺序动作回路
压力控制就是利用油路本身的压力变化来控制液压缸的先后动作顺序,主要利用压力继和顺序阀作为控制元件来控制动作顺序的。
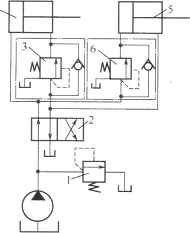
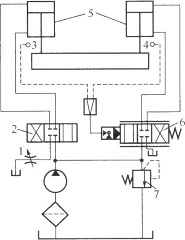
图1所示为采用两个单向顺序阀的压力控制顺序动作回路。其中单向顺序阀6控制两液压缸前进时的先后顺序,单向顺序阀3控制两液压缸后退时的先后顺序。当换向阀2左裤时,压力油进入液压缸4的左腔,右腔经阀3中的单向阀回油,此时由于压力较低,美闭,液压缸4的活塞先动。当液压缸4的活塞运动至终点时,油压升高,达到单向顺圆盼凋定压力时,阀6开启,压力油进入液压缸5的左腔,右腔直接回油,液压缸5的活塞向右移动。当剪板机液压缸5的活塞右移到达终点后,换向阀右位接通,此时压力油进入液压固右腔,左腔经阀3中的单向阀回油,使液压缸5的活塞向左返回,到达终点时,压力油升高打开顺序阀3再使液压缸4的活塞返回。
这种顺序动作回路的可靠性,在很大程度上取决于顺序阀的性能及其压力调整值。顺序阀的调整压力应比先动作的液压缸的工作压力高0.8~1MPa,以免在系统压力波动时,发酥。
(2)用行程控制的顺序动作回路
剪板机行程控制顺序动作回路是利用工作部件到达一定位置时,发出信号来控制液压缸的先后动作顺序,它可以利用行程开关、行程阀等来实现。
图2所示为剪板机采用行程开关控制的顺序动作回路。其动作顺序是按启动按钮,电磁皂1DT通电,缸2活塞右行;当挡铁触动行程开关4时,使1DT断电,3DT通电,缸5活身右行;缸5活塞右行至行程终点触动行程开关7,使3DT断电,2DT通电,缸2活塞后退退至左端,触动行程开关3,使2DT断电,4DT通电,缸5活塞退回,触动行程开关64DT断电。至此完成了两缸的全部顺序动作的自动循环。
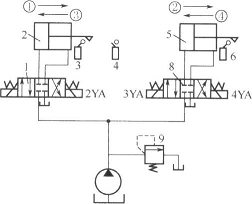
图2剪板机采用行程开关控制的顺序动作回路
采用电气行程开关控制的剪板机顺序回路,调整行程大小和改变动作顺序均甚方便,且可利用电气互锁使动作顺序可靠。
二、同步回路
使两个或两个以上的剪板机液压缸,在运动中保持相同位移或相同速度的回路称为同步回路。 在一泵多缸的系统中,尽管剪板机液压缸的有效工作面积相等,但是由于运动中所受负载不均衡,摩擦阻力也不相等,泄漏量的不同以及制造上的误差等,使液压缸不能同步动作。剪板机同步回路的作用就是为了克服这些影响,补偿它们在流量上所造成的变化。
(1)串联液压缸的剪板机同步回路
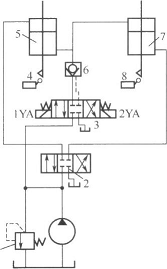
图3所示为带补偿装置的剪板机串联液压缸同步回路。图中第一个液压缸回油腔排出的油液,被送入第二个液压缸的进油腔。如果串联油腔活塞的有效面积相等,便可实现同步运动。这种回路两缸能承受不同的负载,但泵的供油压力要大于两缸工作压力之和。
由于泄漏和制造误差,影响了
剪板机串联液压缸的同步精度,当活塞往复多次后,会产生严重的失调现象,为此要采取补偿措施。为了达到同步运动,液压缸5与液压缸7的有效面积相等。在活塞下行的过程中,如果液压缸5的活塞先运动到底,触动行程开关4.使电磁铁1DT通电,此时压力油便经过电磁阀3、液控单向阀6,向液压缸7的上腔补油,使液压缸7的活塞继续运动到底。如果液压缸7的活塞先运动到底,触动行程开关8,使电磁铁2DT通电,此时压力油便经过电磁阀3进入液控单向阀的控制油口,液控单向阀6反向导通,使液压缸5能通过液控单向阀6和电磁阀3回油,使液压缸5的活塞继续运动到底,从而对不象进行补偿。
(2)流量控制式同步回路
用调速阀控制的剪板机同步回路图4为两个并联的液压缸,分别用调速阀控制的同步两个调速阀分别调节两缸活塞的运动速度,当两缸有效面积相等时,则流量也调整得若两缸面积不等时,则改变调速阀的流量也能达到同步运动。
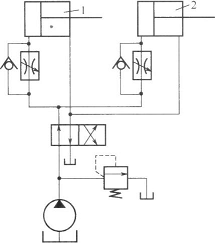
图4采用调速阀控制的回路
用调速阀控制的剪板机同步回路,结构简单,并且可以调速,但是由于受到油温变化以及调速阀性能差异等影响,同步精度较低,一般在5%~7%左右。航力重工的
折弯机同步回路与剪板机的原来相似,折弯机用户可参考处理
用电液伺服阀控制的同步回路 图5所示为蔓伺服阀的同步回路。回路中伺服阀6根据两个位移传感器3和4的反馈信号持续不断地控制其阀口的开度,使通过的流量与通过换向阀2的流量相同,从而保证个液压缸获得双向的同步运动。
这种回路的同步精度很高,能满足大多数剪板机工作部件所要求的同步精度。但由于伺服阀必须通过与换向阀相受大流量,规格尺寸要选得很大,因此价格昂贵,}两个液压缸相距较远而同步精度又要求很高的场合。
三、多缸快慢速互不干涉回路
在一泵多缸的剪板机液压系统中,往往由于其中一个液压缸快速运动时,会造成剪板机系统的压力下降,影响其他液压缸工作进给的稳定性。因此,在工作进给要求比较稳定的多缸液压系统中,必须采用快慢速互不干涉的回路。
在图6所示的回路中,各液压缸分别要完成快进、工作进给和快速退回的自动循环。回路采用的供油系统,液压泵1为高压小流量泵,供给各缸工作进给所需压力油;液压泵12为低压大流量泵,为各缸快进或快退时输送低压油,它们的压力分别由溢流阀2和11调定。
当开始工作时,电磁阀1DT、2DT断电且3DT、4DT通电时,剪板机液压泵12输出的压力油同时与两液压缸的左、右腔连通,两个缸都做差动连接,使活塞快速向右运动,高压油路多别被阀4、阀9关闭。这时若某一个液压缸(如液压缸6)先完成了快速运动,实现了快慢速换接(电磁铁IDT通电、3DT断电),阀4和阀5将低压油路关闭,所需压力油由高压液压泵1供给,由调速阀3调节流量获得工进速度。当两缸都转换为工进、都由液压泵供1之后,如某个液压缸(如液压缸6)先完成了工进运动,实现了反向换接(1DT、3DT都通电),换向阀5将高压油关闭,大流量液压泵12输出的低压油经阀5进入液压缸6的右腔左腔的回油经阀5、阀4流回油箱,活塞快速退回。这时液压缸7仍由剪板机液压泵1供油继续进行工进,速度由调速阀10调节,不受液压缸6运动的影响。当所有电磁铁都断电时,两液压缸才都停止运动。这种剪板机回路可以用在具有多个工作部件各自分别运动的机床液压系统中。