折弯机的弯曲是将金属材料(板料、型材、管材等)沿弯曲线弯成一定角度和形状的冲压加工。根据成形所用模具及设备的不同,有各种不同的弯盐方法,如压弯、折弯、滚弯、拉弯等。尽管弯曲方法多样,但弯曲变形却具有共同的规律。
图1所示为利用V形弯曲模压弯V形件的模具结构图,凸模1与凹模2分别与弯曲工件内、外形轮廓基本一致,当外力(如压力机滑块运动产生的)将凸模推下时,便将放在凸、凹模之间的板料弯成需要的工件。
1.弯曲过程
图2所示为零件的整个弯曲变形过程示意图,随着凸模的下压,板料的内弯曲半径足逐渐减小,弯曲力臂L也逐渐减小,当凸模与板料、凹模三者完全贴合,板料的内弯曲半径氏便与凸模的半径R凸一致,弯曲力臂也减小至屯,弯曲过程结束。
折弯机的弯曲有自由弯曲和校正弯曲之分,区别在予自由弯曲是在凸模、板料、凹模三者完全贴合时就不再往下压,而校正弯曲则是在自由弯曲的基础上凸模再往下压,使工件产生进一步的塑性变形,以减小弯糖粹韵回弹。
2.弯曲变形分析
(1)弯曲前后网格的变化弯曲变形的特点可采用弯曲前在板材侧面上设置正方形网格,观察弯曲前后网格的变化来获得,其弯曲前后网格的变化情况如图3所示。

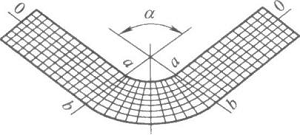
图3弯曲前后网格的变化 a)弯曲前网格b)弯曲后网格
观察弯曲后该坐标网格司以发现:
1)圆角部分的正方形坐标网格由正方形变成了扇形,其他部位则没有变形或变形很小。
2)变形区内,侧面网格由正方形变成了扇形,靠近凹模的外侧受切向拉伸,长度伸长,靠凸模的内侧受切向压缩,长度缩短,由内、外表面至板料中心,其缩短和伸长的程度逐渐变小。在缩短和伸长两者之间变形前后长度不变的那层金属称为中性层。
(2)弯曲变形区断面的变化弯曲变形区断面的变化如图5-4所示,观察弯曲后断面的变化可以发现:
1)变形区内的板料横断面发生变形。对弯曲窄板,内层材料受到切向压缩后向宽度方向流动,使宽度增大,外层材料受到切向拉伸后,材料的不足便由宽度和厚度方向来补充,致使宽度变窄。整个断面呈内宽外窄的扇形。对宽度较大的宽板,由于宽度方向材料多,阻力大,致使材料向宽度方向流动困难,横断面形状基本保持不变,仍为矩形。
2)厚度减薄。板料弯曲时,内层受切向压缩而缩短,厚度应增加,但由于凸模紧压板料,厚度增加阻力很大,而外层受切向拉伸而伸长,厚度方向变薄不受约柬,在整个厚度上增厚量小予变薄量从而出现厚度变薄现象。
一般的弯曲件均属于宽板弯曲,因此
折弯机的弯曲前后板料宽度方向基本不变。如果弯曲件的弯曲半径为r,弯曲板料厚度为L,弯曲时变形区板料厚度有明显变薄现象,有所增加。