数控剪板机主轴部件是影响剪板机加工精度的主要部件,它的回转精度影响工件的加工精度;它的功率大小与回转速度影响加工效率;它的自动变速、准停和换刀等装置影响剪板机的自动化程度。因此,要求主轴部件具有与本剪板机工作性能相适应的高回转精度、刚度、抗振性、耐磨性和低的温升。在结构上,必须很好地解决刀具和工件的装夹、轴承的配置、轴承间隙调整和润滑密封等问题。
主轴的结构根据数控剪板机的规格、精度采用不同的主轴轴承。一般,中、小规格数控剪板机的主轴部件多采用成组高精度滚动轴承;重型数控剪板机采用液体静压轴承;高精度数控剪板机采用气体静压轴承;转速达到20000r/min的主轴采用磁力轴承或氮化硅材料
1.主轴润滑
为了保证数控剪板机主轴有良好的润滑,减少摩擦发热,同时又能把主轴组件的热量带走,通常采用循环式润滑系统。用液压泵供油强力润滑,在油箱中使用油温控制器控制油液温度。近年来有些数控剪板机的主轴轴承采用高级油脂密封方式润滑,通常采用迷宫式密封方式,每加一次油脂可以使用7~10年,简化了结构,降低了成本,且维护保养简单,但需防止润滑油和油脂混合。为了适应主轴转速向更高速化发展的需要,新的润滑冷却方式相继开发出来。这些新型润滑冷却方式不单要减少轴承温升,还要减少轴承内外圈的温差,以保证数控剪板机主轴的热变形小。
(1)油气润滑方式。这种润滑方式近似于油雾润滑方式,所不同的是,油气润滑是定时定量地把油雾送进轴承空隙中,这样既实现了油雾润滑,又不致于油雾太多而污染周围空气;油雾润滑方式则是连续供给油雾。
(2)喷注润滑方式。它用较大流量的恒温油(每个轴承3~4L/min)喷注到主轴轴承,以达到润滑、冷却的目的。这里特别指出的是,较大流量喷注的油,不是自然回流,而是用排油泵强制排油,同时,采用专用高精度大容量恒温油箱,油温变动控制在±0.5℃。
2.防泄漏
在密封件中,被密封的介质往往是以穿漏、渗透或扩散的形式越界泄漏到密封连接处的彼侧。造成泄漏的基本原因是流体从密封面上的间隙中溢出,或是由于密封部件内外两侧密封介质的压力差或浓度差,致使流体向压力或浓度低的一侧流动。图2为卧式加工中心主轴前支承的密封结构。
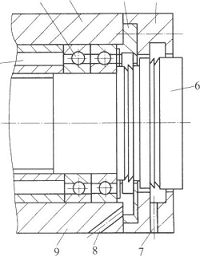
图2主轴前支承的密封结构
1-进油口;2-轴承;3-套筒;4、5-法兰盘; 6-主轴;7-泄油孔;8-回油泄孔;9-泄油孔。
数控剪板机主轴前支承处采用的是双层小间隙密封装置。主轴前端车出两组锯馋形护油槽,在法兰盘4和5上开沟槽及泄油孔,当喷入轴承2内的油液流出后被法兰盘《内壁挡住,并经其下部的泄油孔9和套筒3上的回油泄孔8流回油箱,少量油液沿主轴一流出时,主轴护油槽在离心力的作用下被甩至法兰盘4的沟槽内,经回油泄孔8流回油箱,达到防止润滑介质泄漏的目的。当外部切削液、切屑及灰尘等沿主轴6与法兰盘5之间的间隙进入时,经法兰盘5的沟槽由泄油孔7排出,少量的切削液、切屑及灰尘进入主轴前锯齿沟槽,在主轴高速旋转的离心作用下仍被甩至法兰盘5的沟槽内由泄油孔排出,达到了主轴端部密封的目的。
要使间隙密封结构能在一定的压力和温度范围内具有良好的密封防漏性能,必须保证法兰盘4和5与主轴及轴承端面的配合间隙。
(1)法兰盘4与主轴6的配合间隙应控制在0.1~0.2mm(单边)范围内。如果间隙偏大,则泄漏量将按间隙的3次方扩大;若间隙过小,由于加工及安装误差,容易与主轴局部接触使数控剪板机主轴局部升温并产生噪声。
(2)法兰盘4内端面与轴承端面的间隙应控制在0.15~0.3mm之间。小间隙可使压力油直接被挡住并沿法兰盘4内端面下部的泄油孔9经回油泄孔8流回油箱。
(3)法兰盘5与主轴的配合间隙应控制在0.15~0.25mm(单边)范围内。间隙太大,进入主轴6内的切削液及杂物会显著增多,间隙太小,则易与主轴接触。法兰盘5沟槽深度应大于10mm(单边),泄油孔7应大于66mm,并位于主轴下端靠近沟槽内壁处。
(4)法兰盘4的沟槽深度应大于12mm(单边),主轴上的锯齿尖而深,一般在5~8mm范围内,以确保具有足够的甩油空间。法兰盘4处的主轴锯齿向后倾斜,法兰盘5处的主轴锯齿向前倾斜。
(5)法兰盘4上的沟槽与主轴6上的护油槽对齐,以保证主轴甩至法兰盘沟槽内腔的油液能可靠地流回油箱。
(6)套筒前端的回油泄孔8及法兰盘4的泄油孔9流量为进油孔1的2~3倍,以保证压力油能顺利地流回油箱。
这种主轴前端密封结构也适合于普通卧式车床的主轴前端密封。在油脂润滑状态下使用该密封结构时,取消了法兰盘泄油孔及回油泄孔,并且有关配合间隙适当放大,经正确加工及装配后同样可达到较为理想的密封效果。
3.刀具夹紧装置
在自动换刀剪板机的刀具自动夹紧装置中,刀具自动夹紧装置的刀杆常采用7:24的大锥度锥柄,既利于定心。,也为松刀带来方便。用碟形弹簧通过拉杆及夹头拉住刀柄的尾部,使刀具锥柄和主轴锥孔紧密配合,夹紧力达10000N以上。松刀时,通过液压缸活塞推动拉杆来压缩碟形弹簧,使夹头胀开,夹头与刀柄上的拉钉脱离,即可拔出刀具进行新、旧刀具的交换。新刀装入后,液压缸活塞后移,新刀具又被碟形弹簧拉紧。
数控剪板机主轴锥孔的清洁十分重要。在活塞推动拉杆松开刀柄的过程中,压缩空气由喷气头经过活塞中心孔和拉杆中的孔吹出,将锥孔清理干净,防止主轴锥孔中掉入切屑和灰尘,把主轴锥孔表面和刀杆的锥柄划伤,同时保证刀具的正确位置。